

Plastic film parts · Precision mold insert
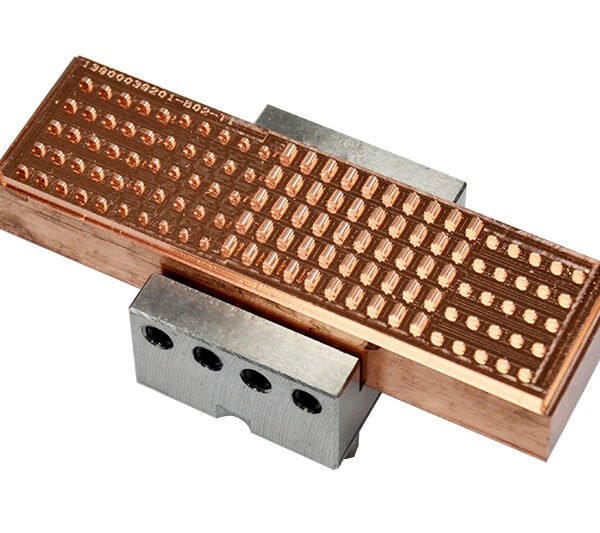
Discharge Machining Electrode for Precision EDM Tooling
Brand Xuxiang Mold
Availability Made to drawing
RFQ pricing
Quote from STEP / PDF & quantity
Achieve sharp detail and repeatable accuracy in hard metals with this high‑performance discharge machining electrode. Designed for modern EDM systems, it delivers stable spark erosion, low wear and excellent dimensional consistency on complex cavities and fine features. Whether you are roughing deep pockets or finishing intricate mold details, the electrode helps shorten setups and reduce polishing time. Consistent performance across a wide range of conductive materials makes it a reliable choice for toolrooms and production lines alike. Upgrade your EDM cell with a discharge machining electrode engineered for predictable, high‑quality results.
- ISO 9001:2015–oriented process & documented inspection paths
- Zeiss / Nikon class metrology available for critical dimensions
- DFM feedback from 10+ senior tooling engineers
- Dongguan HQ + Quanzhou capacity for volume programs
Precision Discharge Machining Electrode for Demanding EDM Applications
This discharge machining electrode is engineered for use in Electrical Discharge Machining (EDM) processes where consistent spark erosion, reliable tool life and tight dimensional control are critical. In EDM, an electrode with a specific geometry is brought close to a conductive workpiece and energized; a series of controlled electrical discharges melts and vaporizes microscopic amounts of material, allowing you to reproduce complex shapes and fine details in hardened steels, superalloys and other difficult‑to‑machine metals.
Unlike traditional cutting tools, the electrode never physically cuts the workpiece. Instead, it forms one half of an electrical circuit in a dielectric fluid. As the spark gap breaks down, material is removed from the workpiece in the exact negative shape of the electrode. This makes electrode design and material selection extremely important: the better the electrode, the more efficient and accurate the machining process.
Key Features & Benefits
This discharge machining electrode has been developed to meet the needs of tooling engineers, mold makers and precision machining shops that depend on repeatable EDM performance.
- Optimized electrode materials: Typically manufactured from high‑conductivity copper, graphite, or copper‑graphite composites selected for excellent electrical conductivity and erosion resistance. These materials promote stable spark generation while minimizing undesirable electrode wear.
- Stable spark erosion: The material composition and surface quality help maintain a consistent spark gap and discharge pattern, which improves dimensional accuracy on intricate features and reduces the risk of arcing or unstable burning.
- Excellent form accuracy: The electrode can be machined or ground to very tight tolerances, allowing you to reproduce sharp corners, deep ribs and narrow slots in hardened molds and dies with minimal secondary finishing.
- Reduced polishing and rework: A clean, uniform spark erosion pattern helps produce smoother surfaces straight from the machine, so polishing and hand finishing time can often be lowered compared with lower‑grade electrodes.
- Versatile geometry options: Suitable for use as a simple pin, block, rib, or as a complex 3D form electrode for mold cavities, turbine blades, medical components and other high‑precision parts.
- Compatible with common EDM machines: Designed for use in sinker (die‑sinking) EDM systems that operate in hydrocarbon or water‑based dielectric fluids, with parameters that can be tuned for both roughing and finishing cuts.
Specifications & Key Attributes
The exact configuration of your discharge machining electrode will depend on your application, part geometry and EDM machine. Use the table below as a guide to the typical attributes and options that can be specified when ordering or manufacturing an electrode.
| Attribute | Description |
|---|---|
| Electrode function | Tool electrode for sinker / die‑sinking electrical discharge machining (EDM) processes |
| Typical materials | High‑purity copper, fine‑grain graphite, or copper‑graphite composite selected for conductivity and wear resistance |
| Available shapes | Blocks, rods, plates, custom 3D forms, ribs, pins and contour electrodes produced to customer drawing |
| Surface preparation | Machined and, where required, ground or lapped surfaces to support accurate spark gap control |
| Application focus | Roughing and finishing of mold cavities, dies, precision cavities, deep pockets and fine details in conductive materials |
| Compatible workpiece materials | Hardened tool steels, stainless steels, carbides, nickel‑based alloys and other electrically conductive substrates |
| Machine compatibility | Sinker EDM machines using hydrocarbon or water‑based dielectric fluids with appropriate clamping and holders |
| Customization options | Geometry to customer CAD data, material choice, datum features and extension shanks for deep cavity access |
| Typical industries | Mold & die, precision tooling, aerospace, automotive, medical device and general precision engineering |
Typical Use Cases & Ideal Users
Discharge machining electrodes are used wherever complex shapes must be produced in very hard metals with high accuracy and repeatability. This product is suitable for a wide range of applications:
- Mold and die manufacturing: Forming plastic injection mold cavities, die‑casting molds, forging dies and progressive stamping tooling where sharp corners, deep ribs and intricate texturing are required.
- Aerospace and energy components: Machining internal cooling channels, fir‑tree slots, and complex features in nickel‑based superalloys or hardened steels that are difficult to cut conventionally.
- Medical and micro‑precision parts: Producing small cavities, fine grooves, micro‑features and delicate forms for implants, surgical instruments and micro‑fluidic components in stainless steels and specialty alloys.
- Toolroom & prototype work: Low‑volume, high‑complexity components where fast turnaround and flexible design changes are needed without the cost of custom cutting tools.
- Repair & rework: Localized removal of damaged material, broken taps or hard inclusions from valuable parts without introducing mechanical stresses.
The electrode is an excellent choice for EDM operators, toolmakers, process engineers and job shops that must balance productivity with fine surface finish and high dimensional precision.
Care, Handling & Buying Guidance
Selecting and using the right discharge machining electrode can significantly influence your EDM productivity, surface finish and tool life. Consider the following guidelines when purchasing and handling electrodes:
- Match material to task: Copper electrodes are a good choice for fine detail and good surface finishes, while graphite electrodes are often preferred for faster roughing, larger cavities and applications where lower electrode weight is beneficial. Copper‑graphite can offer a balanced compromise.
- Define geometry carefully: Base the electrode shape on your final cavity, including allowances for overburn and machining strategies (roughing vs finishing). Provide accurate CAD models and tolerances when ordering custom electrodes.
- Plan for multiple electrodes: For deep cavities or extremely tight tolerances, plan separate roughing and finishing electrodes. This helps reduce wear on finishing tools and improves dimensional accuracy.
- Store and handle with care: Graphite and fine‑detail copper electrodes can be fragile. Use dedicated trays, foam or holders to protect sharp edges and thin ribs from chipping or bending during storage and setup.
- Maintain a clean setup: Ensure that electrode holders and chucks are clean and free from debris to maintain concentricity and positional accuracy. Poor clamping can quickly negate the benefits of a high‑quality electrode.
- Optimize EDM parameters: Adjust discharge energy, pulse duration, duty cycle and flushing to match the electrode material and the workpiece. Proper settings minimize electrode wear and improve surface finish.
When ordering, specify the required material, overall size, detailed geometry, and intended use (roughing or finishing). This ensures that the electrode you receive is tailored to your particular EDM operation and performs as expected from the first burn.
FAQ
Is this discharge machining electrode compatible with my EDM machine?
The electrode is designed for most standard sinker EDM machines that use hydrocarbon or water‑based dielectric fluids. As long as your machine can clamp the specified shank or holder and supports the chosen electrode material, it should be compatible. If you are unsure, check your machine manual or consult your EDM supplier with your electrode drawing.
How do I choose between copper and graphite for my electrode?
Graphite is typically preferred for large cavities and roughing operations thanks to its low wear at high material removal rates. Copper is often used for fine details, small radii and applications where the best possible surface finish is required. Copper‑graphite blends can balance wear resistance and finish for mixed‑duty work.
Can this electrode be used on any metal?
The electrode can be used on any electrically conductive workpiece material, including hardened tool steels, stainless steels, carbides and nickel‑based alloys. It cannot machine non‑conductive materials directly; those require alternative processes or conductive coatings.
What is the typical lead time for custom electrode geometries?
Lead time depends on geometric complexity, material choice and order quantity. Simple block or pin electrodes can often be supplied quickly, while complex 3D form electrodes require additional programming and machining time. For urgent jobs, provide complete CAD data and clearly marked priority requirements when requesting a quote.
How should I store and handle electrodes to avoid damage?
Store electrodes in labeled trays or protective cases, ensuring that thin ribs and sharp edges do not bear weight. Avoid stacking electrodes directly on top of each other, and handle graphite with care to prevent chipping. Keeping them clean and protected will maintain accuracy from measurement to final burn.
What kind of maintenance does the electrode itself require?
Electrodes do not require ongoing maintenance in the traditional sense, but they should be kept clean and free of oil, dust and chips. Before mounting an electrode, wipe contact surfaces, check for visible damage and verify dimensions against your setup sheet.
Can I reuse an electrode for multiple parts or jobs?
Yes, provided that the electrode has not worn beyond your allowable tolerance and the surface remains in acceptable condition. After a burn, inspect critical dimensions and surfaces; if wear is minimal, the electrode can often be reused for additional parts or as a roughing tool for similar cavities.
What is your policy on returns or quality issues?
If you receive an electrode that does not match the agreed drawing, material specification or visible quality standards, contact customer support promptly with photos and measurements. Custom electrodes are typically made to order, but issues caused by manufacturing errors are usually rectified by repair, replacement or credit after review.
How is the electrode packaged and shipped?
Electrodes are typically packed in protective sleeves, trays or foam‑lined boxes to prevent damage during transit. For fragile or high‑value 3D form electrodes, individual packaging and clear labeling are used. Inspect packaging on arrival and report any visible transit damage before using the electrode.
Do I need special cooling or flushing for this electrode?
No special cooling is required beyond your EDM machine’s normal dielectric flushing system. However, proper flushing around the electrode is essential for removing debris and maintaining stable spark conditions, especially in deep or narrow cavities. Adjust flushing pressure and electrode movements as needed for your specific setup.



Same drawing, predictable results—next batch
Share revision, quantity ramp, and inspection level. We quote process route, ship date, and documentation in one structured response.