
Plastic film parts · Precision mold insert
Discharge Machining Electrode for EDM Precision Metal Removal
Brand Xuxiang Mold
Availability Made to drawing
RFQ pricing
Quote from STEP / PDF & quantity
Shape hard, conductive metal with confidence using a discharge machining electrode designed for controlled spark erosion and clean cavity creation. It is a practical choice for intricate forms, deep pockets, and hard-to-machine parts that conventional cutting tools struggle to reach. Built for EDM workflows, it helps support accurate detail transfer, stable machining, and efficient material removal. Ideal for shops that need dependable results on precision tooling, molds, and complex internal profiles.
- ISO 9001:2015–oriented process & documented inspection paths
- Zeiss / Nikon class metrology available for critical dimensions
- DFM feedback from 10+ senior tooling engineers
- Dongguan HQ + Quanzhou capacity for volume programs
What Is a Discharge Machining Electrode?
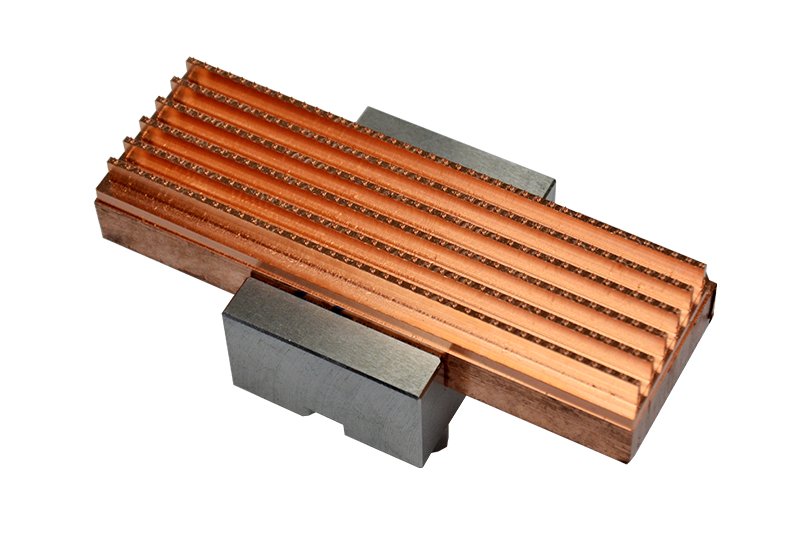
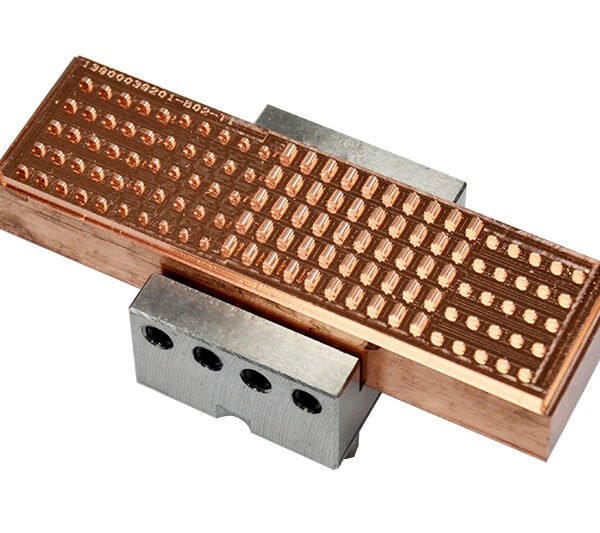
A discharge machining electrode is the shaped tool used in electrical discharge machining (EDM) to erode conductive material with controlled electrical sparks. In EDM, the electrode is positioned close to the workpiece with a small gap between them, and the discharge energy removes material without traditional cutting forces. This makes the process especially useful for small, intricate, or narrow cavities that are difficult or impossible to machine with conventional tools.
Because the electrode is effectively the inverse of the feature you want to create, its geometry matters. A well-made electrode helps reproduce fine details, support stable spark conditions, and improve consistency from part to part. Copper and graphite are commonly used electrode materials because they offer strong electrical conductivity and practical erosion performance in EDM applications.
Key Benefits and Typical Applications
One of the biggest advantages of a discharge machining electrode is the ability to machine hard, conductive materials with high precision and minimal mechanical stress on the part. Since the process relies on spark erosion rather than physical contact, it is well suited to fragile features, thin walls, and complex shapes that could deform under conventional milling or drilling.
These electrodes are commonly used in mold and die work, tool-and-die repair, aerospace components, precision cavities, and detailed internal features. They are also valuable when surface finish, corner detail, or repeatable feature transfer is important. In many shops, the electrode is chosen not only for shape, but also for wear resistance, machinability, and how well it holds fine detail during the EDM cycle.
- Supports complex cavity production and fine detail transfer
- Helps reduce cutting forces on delicate or thin features
- Works with conductive metals in sinker EDM processes
- Commonly used for tooling, molds, dies, and precision repair
Product Attributes
| Attribute | Details |
|---|---|
| Product type | EDM electrode for discharge machining |
| Primary function | Transfers a shaped cavity or feature into a conductive workpiece through spark erosion |
| Common materials | Copper, graphite, or other EDM-suitable conductive materials |
| Best for | Complex cavities, narrow details, tooling, and precision metal removal |
| Compatibility | Designed for electrical discharge machining setups that use a shaped tool electrode |
| Selection factors | Geometry, detail level, wear resistance, machinability, and finish requirements |
Who It Is For
This product is a strong fit for machine shops, mold makers, toolrooms, prototype manufacturers, and maintenance teams working with conductive metals. If your job requires fine corners, deep pockets, or repeatable internal geometry, a discharge machining electrode can help bridge the gap between design intent and manufacturable detail. It is especially useful when the part material is too hard, too delicate, or too geometrically complex for standard cutting tools.
For buyers, the most important consideration is matching the electrode material and shape to the application. Graphite is often valued for EDM efficiency and machining convenience, while copper is commonly selected for detailed work and good conductivity. The right choice depends on the required finish, wear characteristics, and production volume.
Buying and Care Guidance
When choosing a discharge machining electrode, start with the cavity geometry and the finish requirement. Then consider how much wear the electrode may experience during the burn, because wear can affect feature accuracy over time. If the application demands sharp detail, stable dimensions, or repeatable production runs, it is worth selecting an electrode material and design that balances conductivity with erosion resistance.
Store electrodes in a clean, dry environment to protect dimensional accuracy and surface quality. Handle them carefully to avoid edge damage, and inspect critical faces before use. In EDM, small setup changes can affect results, so consistent preparation and correct alignment are just as important as the electrode itself.
FAQ
How is this shipped?
Electrodes are typically packed to protect edges and working faces during transit. Shipping method depends on order size, destination, and whether the item is a standard or custom-made electrode.
Will it fit my EDM machine?
Compatibility depends on your machine setup, holder, and the electrode dimensions or mounting style required by your process. Check the electrode geometry and machine tooling standard before ordering.
What materials can it machine?
Discharge machining electrodes are used on electrically conductive workpieces. They are commonly applied to hard metals, tooling steels, and other conductive materials used in EDM work.
How do I use it correctly?
Mount the electrode securely, align it to the intended cavity, and set EDM parameters according to the material and finish target. Proper dielectric conditions and gap control are important for stable spark erosion.
How should I care for it after use?
Clean off residue, inspect edges and critical surfaces, and store it in a dry, protected location. Avoid impacts or contact that could damage the working geometry.
What if I need a custom shape?
Many EDM jobs require a custom electrode matched to the part cavity. If your project has unusual geometry, a custom-made electrode is often the best approach.
Is there a warranty or return option?
Warranty and returns depend on whether the electrode is standard or custom manufactured. Custom items are usually non-returnable unless there is a manufacturing issue.
Can I use it for roughing and finishing?
Yes, but the best result depends on the electrode material, shape, and EDM parameters. Some electrodes are optimized for faster stock removal, while others are better for fine finish work.



Same drawing, predictable results—next batch
Share revision, quantity ramp, and inspection level. We quote process route, ship date, and documentation in one structured response.