

Plastic film parts · Precision mold insert
Discharge Machining Electrode for EDM Precision Machining
Brand Xuxiang Mold
Availability Made to drawing
RFQ pricing
Quote from STEP / PDF & quantity
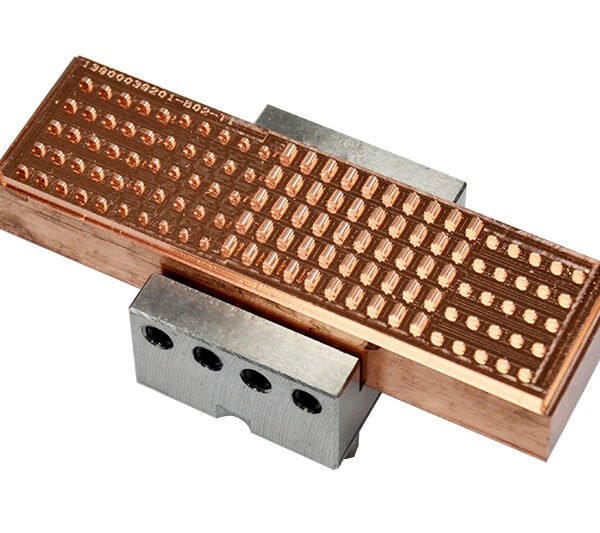
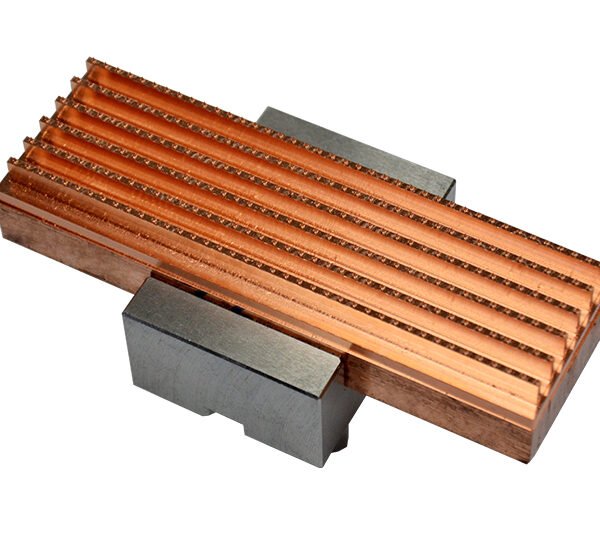
Shape conductive metals with confidence using a discharge machining electrode designed for precise spark erosion work. It helps create complex profiles, sharp details, and hard-to-reach features without the cutting pressure of conventional tooling. Ideal for shops that need consistent results on demanding parts, this electrode supports clean, controlled machining in EDM applications. Choose it when accuracy, repeatability, and surface quality matter on every job.
- ISO 9001:2015–oriented process & documented inspection paths
- Zeiss / Nikon class metrology available for critical dimensions
- DFM feedback from 10+ senior tooling engineers
- Dongguan HQ + Quanzhou capacity for volume programs
What Is a Discharge Machining Electrode?
A discharge machining electrode is the tool used in electrical discharge machining, a process that removes material from a conductive workpiece by means of controlled electrical sparks. In EDM, the electrode and the workpiece never make direct contact; instead, a small gap is maintained while repeated discharges erode material from the part surface. This non-contact approach is a major advantage when machining hard metals, intricate cavities, delicate details, or features that are difficult to reach with conventional cutting tools. Because the process relies on electrical discharge rather than mechanical force, it is especially useful where chatter, tool pressure, or part distortion must be minimized.
For buyers, the electrode is not just a consumable tool. It is a key part of the machining strategy, influencing detail reproduction, cycle efficiency, finish quality, and overall process stability. Choosing the right discharge machining electrode can help improve consistency from one part to the next and support the geometry you need with fewer compromises.
Key Features and Benefits
EDM electrodes are selected to match the shape, material, and machining goal of a specific job. Depending on the application, they may be made from graphite, copper, copper alloys, brass, tungsten, or other EDM-suitable materials. Each option offers different strengths in wear resistance, conductivity, machinability, and surface finish potential. That flexibility makes it easier to match the electrode to the part, whether the priority is sharp detail, efficient metal removal, or economical production.
One of the biggest benefits of a discharge machining electrode is its ability to reproduce complex forms accurately. Deep ribs, narrow slots, fine textures, and recessed cavities are often easier to achieve with EDM than with conventional milling. The process also reduces concerns about cutting forces, which can be valuable for thin sections or fragile workpieces. For production environments, a well-chosen electrode can contribute to better repeatability and smoother workflow because the tool is designed specifically for the spark erosion process.
Electrode choice can also affect wear behavior and finish quality. Some materials are favored for roughing because they remove material efficiently, while others are preferred for finishing because they support finer detail and better surface results. In practice, many shops use a planned approach with roughing and finishing electrodes to balance speed, accuracy, and cost.
Specifications and Material Guidance
The table below outlines common buyer considerations for this product category. Exact values vary by machine, part geometry, and the specific electrode material selected.
| Attribute | Typical Options / Guidance |
|---|---|
| Product type | Electrode for electrical discharge machining and spark erosion |
| Common materials | Graphite, copper, copper alloy, brass, tungsten, and other EDM-compatible materials |
| Primary function | Transfers electrical discharges to remove material from a conductive workpiece |
| Best for | Complex cavities, hard metals, fine detail, deep features, and non-contact machining |
| Selection factors | Wear resistance, conductivity, machinability, detail reproduction, and surface finish needs |
| Compatibility | Use with EDM systems designed for conductive workpieces and dielectric-fluid machining |
| Finish goal | Roughing, semi-finishing, or finishing depending on electrode design and process settings |
Where This Electrode Is Commonly Used
A discharge machining electrode is a strong choice for toolrooms, mold and die work, aerospace component production, precision engineering, and any environment where conductive materials must be formed accurately. It is particularly valuable when the part design includes internal corners, narrow slots, or features that standard cutting tools cannot easily reach. Shops often rely on EDM electrodes for hardened steels and other difficult materials because the process does not depend on conventional cutting action.
This product category is also relevant for manufacturers who need controlled surface reproduction. When a cavity or contour must be duplicated reliably, the electrode serves as the negative form that helps transfer the desired geometry into the workpiece. That makes it useful not only for one-off jobs, but also for repeat production where setup consistency matters.
Buying and Care Guidance
When selecting a discharge machining electrode, start with the geometry you need to reproduce and the material you plan to machine. If the job demands crisp detail and fine finishing, material choice and wear control become especially important. If the focus is speed on heavier stock removal, a different electrode formulation may be more suitable. It is also smart to confirm machine compatibility, especially if your shop uses specific holder sizes, electrode blank formats, or process settings.
For best results, store electrodes in a clean, dry area and protect precision-machined surfaces from damage before use. Handle them carefully to avoid chips, dents, or contamination that can affect spark stability. After machining, inspect wear patterns and keep a record of successful setups so future runs can be duplicated more easily. For shops buying for production, it is often helpful to keep both roughing and finishing electrodes on hand for the same part family.
FAQ
How is a discharge machining electrode shipped?
Electrodes are typically packaged to help protect machined surfaces and edges during transit. Because they can be precision components, it is best to inspect the package on arrival and store the electrode in a clean, dry area until use.
How do I know if this electrode is compatible with my EDM machine?
Compatibility depends on your machine type, holder system, and the geometry you need to machine. Confirm the electrode form, mounting method, and size requirements before ordering, especially if your setup uses a specific sinker EDM or custom fixture.
What kind of parts are best suited for this electrode type?
This product is best suited for conductive workpieces that require complex cavities, fine detail, deep recesses, or machining with minimal mechanical force. It is commonly used on hard metals and precision tooling components.
How should I care for unused electrodes?
Keep them dry, clean, and protected from impact. Avoid stacking them loosely, and do not expose precision faces or edges to dust, oil buildup, or corrosion risk before use.
Can I use one electrode for both roughing and finishing?
In some workflows, one electrode may handle multiple stages, but many applications perform better with separate roughing and finishing electrodes. This helps balance speed, detail, wear, and final surface quality.
What should I check before placing a return or warranty request?
Inspect the electrode immediately after delivery and before use. If there is visible shipping damage, dimensional mismatch, or a packaging issue, document it promptly so the order can be reviewed according to the seller’s return or warranty process.


Same drawing, predictable results—next batch
Share revision, quantity ramp, and inspection level. We quote process route, ship date, and documentation in one structured response.