

Plastic film parts · Precision mold insert
High-Performance Discharge Machining Electrode for Precision EDM
Brand Xuxiang Mold
Availability Made to drawing
RFQ pricing
Quote from STEP / PDF & quantity
Achieve cleaner burns, sharper details, and longer tool life with this high-performance discharge machining electrode, engineered for modern EDM shops. Designed for stable spark generation and efficient flushing, it delivers reliable material removal even on hard, difficult-to-machine alloys. From deep cavities to fine ribs and sharp internal corners, it helps you hit tight tolerances with fewer passes and less rework. Ideal for mold & die makers, precision component manufacturers, and R&D labs looking to improve EDM productivity and surface finish.
- ISO 9001:2015–oriented process & documented inspection paths
- Zeiss / Nikon class metrology available for critical dimensions
- DFM feedback from 10+ senior tooling engineers
- Dongguan HQ + Quanzhou capacity for volume programs
What Is a Discharge Machining Electrode?
A discharge machining electrode is the critical tooling element used in Electrical Discharge Machining (EDM), a non-traditional metal cutting process that removes material using controlled electrical sparks instead of mechanical cutting forces.[2][5][9] In EDM, the electrode and the workpiece act as two conductive poles separated by a small gap and immersed in dielectric fluid. When a voltage is applied, a series of rapid electrical discharges (sparks) occur across this gap, generating intense localized heat that melts and vaporizes minute portions of the workpiece material.[2][5][12]
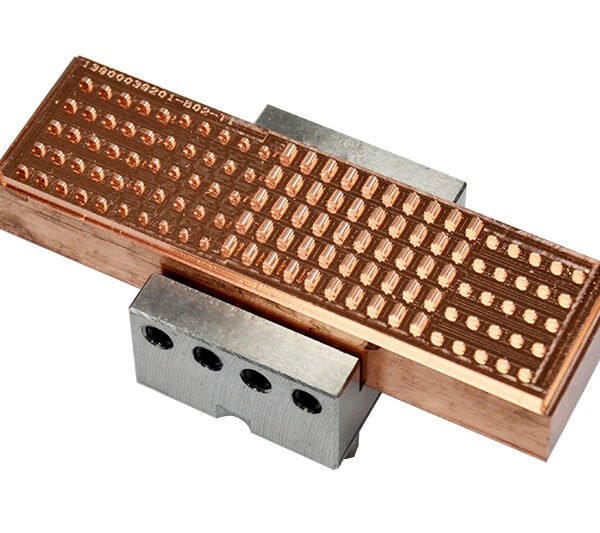
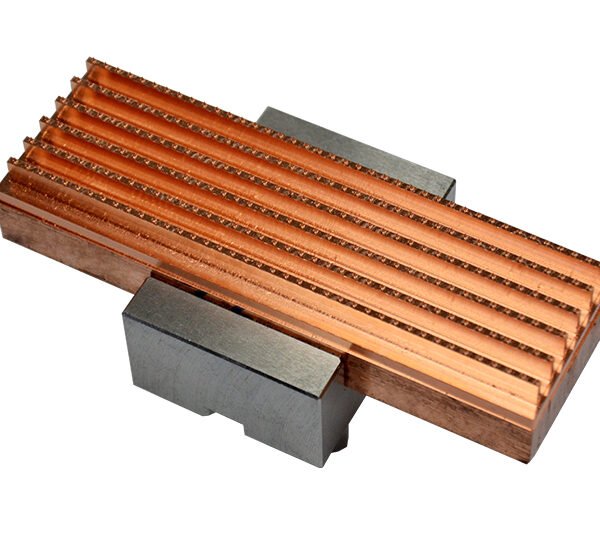
The electrode itself is manufactured to match the negative shape of the desired cavity or feature, so that the spark erosion reproduces that geometry in the workpiece.[1][5] Common electrode materials include high-conductivity copper and various grades of graphite, selected for their electrical conductivity and erosion resistance under high-temperature discharge conditions.[1][7][10] A well-designed discharge machining electrode directly influences machining speed, accuracy, surface finish, and overall tool wear.
This product is a robust, shop-ready discharge machining electrode designed to give EDM professionals consistent performance across a wide range of materials, from hardened tool steels to superalloys, where conventional machining can struggle.[2][5][12]
Key Features & Benefits
- Optimized electrode material – Made from an EDM-suitable conductive material (typically copper, graphite, or a composite) chosen for a balance of high electrical conductivity and resistance to wear, ensuring stable spark generation and predictable erosion characteristics.[1][7][10]
- Precision-machined geometry – Electrode shape is produced to tight tolerances so the final cavity closely matches the intended CAD model, minimizing hand polishing and secondary finishing operations after EDM.[1][5]
- Stable spark performance – The material and geometry support consistent discharge conditions, helping to maintain a steady spark gap and uniform removal rates, which is critical for dimensional accuracy and repeatability.[2][9][12]
- Suitable for complex, hard materials – Ideal for machining hardened steels, carbide, and other difficult-to-cut conductive metals where traditional tools wear quickly or cannot reach intricate internal features.[2][5][8]
- Improved productivity – Optimized flushing paths and electrode profiles help dielectric fluid clear debris from the gap efficiently, reducing abnormal discharges and improving machining speed and stability.[6][8][12]
- Cleaner surface finishes – When paired with appropriate EDM parameters, the electrode supports a smooth, uniform surface that reduces the need for extensive post-EDM polishing or grinding.[2][12][13]
Key Attributes & Specifications
The exact configuration of a discharge machining electrode can vary by machine, application, and customer requirements. The table below summarizes typical attributes you should expect and consider when selecting an electrode for EDM work.
| Attribute | Description |
|---|---|
| Electrode Function | Tool electrode for Electrical Discharge Machining (EDM), reproducing the desired cavity shape in the workpiece via spark erosion.[1][5] |
| Typical Materials | Copper, copper alloys, and graphite grades commonly used for EDM due to high conductivity and erosion resistance.[1][7][10] |
| Electrode Type | Solid EDM electrode for ram/sinker EDM; suitable for forming cavities, pockets, ribs, and contoured surfaces.[5][12] |
| Compatible Processes | Conventional sinker (ram) EDM in dielectric fluids such as hydrocarbon or deionized water-based oils.[5][8][12] |
| Workpiece Materials | Electrically conductive metals including hardened tool steels, stainless steels, superalloys, and other difficult-to-machine alloys.[2][5][8] |
| Typical Applications | Mold cavities, die inserts, sharp internal corners, deep narrow slots, cooling channels, and complex 3D geometries not feasible with milling.[1][2][5] |
| Geometry & Shape | Custom or standard shapes available; geometry designed to match negative of desired part feature with allowance for spark gap and wear.[1][4] |
| Spark Gap Consideration | Electrode size typically offset to account for intended spark gap and process parameters, allowing final dimensions to meet tolerance.[5][9][12] |
| Surface Finish Capability | Capable of achieving fine finishes when used with appropriate machine settings, multi-step roughing and finishing passes, and suitable dielectric filtration.[2][12] |
| Machine Compatibility | Designed for use with common industrial sinker EDM machines that accept standard electrode holders and shanks; check holder size before purchase.[5][12] |
Typical Use Cases & Who It Is For
This discharge machining electrode is intended for professional EDM environments where precision, reliability, and repeatability are essential. Because EDM removes material without mechanical cutting forces, it is especially suitable for delicate features, slender cores, and hardened materials where milling or turning may cause distortion or tool breakage.[2][5][13]
- Mold & die manufacturers – Produce injection mold cavities, die-casting molds, forging dies, and extrusion tools with complex contours, fine texturing, and sharp corners that are difficult to mill after heat treatment.[2][5]
- Precision component machining – Create intricate geometry in aerospace, medical, and automotive components, including internal channels, delicate slots, and deep features requiring high dimensional accuracy.[2][8][12]
- Tool & fixture makers – Manufacture specialized tooling, electrodes for secondary EDM operations, and fixtures that demand tight tolerances and repeatability.[5][8]
- R&D and prototyping labs – Rapidly iterate complex shapes in advanced alloys and test new product geometries without the limitations of conventional tool paths or tool reach.[2][13]
Whether you focus on roughing large cavities, finishing fine details, or both, choosing the right discharge machining electrode helps you balance cutting speed, electrode wear, and surface quality for each job.
Care, Handling & Buying Guidance
To get the best results from any discharge machining electrode, careful handling, storage, and process setup are essential. Electrodes are precision components; damage or contamination directly affects the final workpiece.
- Handling – Avoid dropping or striking the electrode against hard surfaces. Even small chips or nicks on edges can imprint into the workpiece during EDM and increase rework time.
- Storage – Store electrodes in dedicated racks or foam-lined trays, labeled and indexed to their corresponding jobs. Keep them away from moisture and contaminants that may affect conductivity or dimensional stability.
- Machine setup – Ensure proper alignment in the tool holder and verify runout before machining. A misaligned electrode can increase wear, produce tapered features, and degrade surface finish.[5][9]
- Process parameters – Match discharge energy, pulse duration, and flushing pressure to the electrode material and workpiece. Roughing typically uses higher energy and coarser conditions, while finishing uses lower energy for finer surfaces.[2][9][12]
- Wear compensation – Monitor electrode wear and use your EDM machine’s wear compensation features where available, especially for multi-electrode jobs or critical tolerance features.[5][9]
- Selection tips – Choose graphite when you need lighter weight electrodes and high wear resistance for large cavities, and copper or copper alloys when you prioritize fine detail reproduction and very smooth finishes, depending on your EDM setup.[1][7][10][14]
When ordering, confirm compatibility with your specific EDM machine, including shank style, clamping method, and maximum electrode dimensions. If you work across multiple machines, standardizing on a common electrode interface can simplify inventory and scheduling.
FAQ
Is this discharge machining electrode compatible with my EDM machine?
The electrode is designed for use with most industrial sinker (ram) EDM machines that accept standard electrode holders. However, holder size, clamping style, and maximum electrode dimensions vary by manufacturer, so you should verify your machine’s tooling interface and capacity before ordering.
What types of materials can I machine with this electrode?
This discharge machining electrode is suitable for any electrically conductive workpiece material typically used with EDM, including hardened tool steels, stainless steels, and various high-performance alloys. Non-conductive materials cannot be machined with EDM processes.[2][5][8]
How should I maintain and store the electrode between jobs?
Store electrodes in a clean, dry environment, ideally in dedicated racks or trays that protect edges and surfaces from impact. Avoid contamination with oils, abrasive dust, or coolant residues, as these can affect spark stability and surface finish. Label each electrode clearly to match it with its intended job and EDM program.
What kind of wear should I expect during EDM?
All EDM electrodes experience wear because the discharge erodes both the workpiece and the electrode to some degree.[1][7][9] The amount of wear depends on the material, polarity, power settings, and machining strategy. Graphite electrodes generally offer lower wear in roughing, while copper can provide very fine detail with controlled wear in finishing operations.
Can I use the same electrode for both roughing and finishing?
In some applications, a single electrode can be used for both roughing and finishing by adjusting EDM parameters. However, for critical features and tight tolerances, many shops use dedicated roughing electrodes and separate finishing electrodes to optimize speed, accuracy, and surface quality.[2][9][12]
How do shipping and packaging protect the electrode?
Electrodes are typically packaged in protective materials that guard against shock, vibration, and contamination during transit. Upon delivery, inspect the packaging and electrode for damage before use. Retain the packaging if you plan to store electrodes between jobs or move them between facilities.
What should I consider when choosing between copper and graphite electrodes?
Choose copper when you require very fine detail, small radii, and excellent surface finishes, especially in finishing passes. Graphite is often preferred for roughing larger cavities due to its erosion resistance and lighter weight. Your EDM machine’s power supply and flushing capabilities can influence which material performs best in your environment.[1][7][10][14]
Is there any special cleaning required before using the electrode?
Before mounting, wipe the electrode and shank with a clean, lint-free cloth to remove dust and fingerprints. Ensure the clamping surfaces are free of debris so the electrode sits squarely in the holder. Clean electrodes help maintain stable electrical contact and consistent spark conditions.
What is your returns or replacement policy if an electrode arrives damaged?
If an electrode arrives visibly damaged or unusable, contact customer support promptly with photos and order details. Most suppliers offer inspection and replacement or credit options for items damaged in transit, subject to their specific returns policy and time limits.
Do I need special training to use this electrode effectively?
Basic EDM operation and safety training is recommended, as process performance depends on appropriate machine setup, parameter selection, and flushing. Experienced EDM operators will be able to integrate this electrode into existing process windows, while new users should follow their machine manufacturer’s guidelines and start with conservative settings.


Same drawing, predictable results—next batch
Share revision, quantity ramp, and inspection level. We quote process route, ship date, and documentation in one structured response.