
Plastic film parts · Precision mold insert
Discharge Machining Electrode for Precision EDM Applications
Brand Xuxiang Mold
Availability Made to drawing
RFQ pricing
Quote from STEP / PDF & quantity
Achieve crisp details and stable performance in your EDM setup with this high-quality Discharge machining electrode, designed for consistent spark erosion on hard, conductive materials. The carefully selected electrode material offers an excellent balance between conductivity and wear resistance, helping you hold tight tolerances over long burns. Whether you are sinking deep cavities, producing complex molds, or finishing intricate profiles, this electrode supports reliable, repeatable results. Its machinable structure makes it easy to form custom geometries while maintaining edge integrity. Ideal for toolrooms, mold shops, and precision job shops looking to improve surface finish and reduce manual rework.
- ISO 9001:2015–oriented process & documented inspection paths
- Zeiss / Nikon class metrology available for critical dimensions
- DFM feedback from 10+ senior tooling engineers
- Dongguan HQ + Quanzhou capacity for volume programs
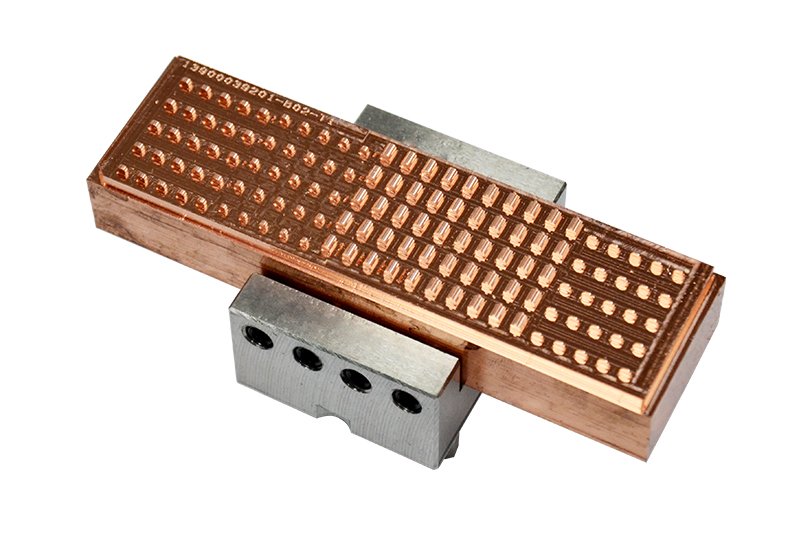
What Is a Discharge Machining Electrode?
A discharge machining electrode is the consumable tool used in Electrical Discharge Machining (EDM) to create accurate cavities, contours, and features in electrically conductive workpieces. In EDM, material is removed not by cutting forces but by a series of controlled, high-frequency electrical sparks between the electrode and the workpiece, both submerged in a dielectric fluid.[1][2][8][12] The intense localized heat from these discharges melts and vaporizes microscopic particles of metal, which are then flushed away, leaving behind the negative of the electrode shape in the workpiece.[1][2][5][9][12]
Because the electrode defines the final geometry, its material, preparation, and stability are critical. Copper and graphite are widely used for EDM electrodes due to their excellent electrical conductivity and resistance to erosion.[1][7][10][14] This product is engineered to give you a robust, machinable electrode blank that can be shaped to your required profile while delivering predictable performance at the machine.
Key Features & Benefits
- Optimized electrode material – Made from EDM-suitable metal or graphite stock chosen for good electrical conductivity and thermal stability, supporting efficient spark generation and stable machining conditions.[1][7][10][14]
- Balanced wear resistance – Formulated to erode more slowly than typical tool steels and superalloys, helping maintain geometry over long burn times and reducing the number of finish electrodes required.[2][5][7][12]
- High-detail capability – Supports precision machining of sharp corners, thin ribs, and narrow cavities that are impractical or impossible to achieve with conventional cutting tools.[2][5][9][12]
- Good machinability – Can be milled, turned, ground, or EDM pre-shaped to produce complex 2D and 3D profiles before final EDM use, helping you streamline electrode manufacturing.
- Stable spark gap behaviour – Works reliably with common EDM dielectric fluids and generator settings so you can maintain a consistent spark gap and predictable erosion rate.[2][8][12]
- Suitable for roughing to finishing – Depending on the grade you select, the electrode can be used for aggressive roughing passes, fine finishing operations, or a combination strategy to save time while preserving accuracy.[14]
- Versatile format – Supplied as machinable blanks (such as bars, plates, or blocks) so you can adapt the geometry to molds, dies, punches, inserts, and custom components in your shop.
Technical Specifications
The key attributes of this discharge machining electrode focus on consistent EDM performance rather than a single fixed numeric specification. Use the table below as a practical guide when selecting and planning your machining process.
| Attribute | Description |
|---|---|
| Electrode Type | Solid EDM electrode blank for sinker / die-sinking electrical discharge machining processes |
| Typical Electrode Materials | EDM-grade copper, copper alloys, or graphite selected for good conductivity and erosion resistance[1][7][10][14] |
| Compatible EDM Processes | Conventional sinker EDM and ram EDM operations using a formed electrode tool[2][5][8][12] |
| Workpiece Material Suitability | Hardened tool steels, stainless steels, carbides, superalloys, and other electrically conductive metals and alloys[2][5][12][15] |
| Surface Finish Potential | Capable of supporting both roughing and fine finishing passes; final finish depends on machine settings, dielectric, and burn strategy[5][9][12] |
| Dimension Format | Supplied as machinable blanks (bars, plates, blocks, or custom cut sizes) for in-house shaping to the required electrode geometry |
| Machining Compatibility | Can be milled, turned, ground, or wire-cut prior to EDM use, using standard tooling suitable for copper or graphite as applicable |
| Dielectric Compatibility | Compatible with common EDM dielectrics such as hydrocarbon EDM oils or deionized water, depending on the machine and process[2][5][8][12] |
| Typical Applications | Mold cavities, die inserts, sharp internal corners, fine slots, texturing, and features in hard materials that are difficult to machine mechanically[2][5][9][12] |
| Use Orientation | Designed for vertical or angled electrode mounting in compatible sinker EDM tooling systems |
Use Cases & Who It Is For
This discharge machining electrode is tailored to the needs of shops where dimensional accuracy, complex geometry, and process reliability are crucial. Because EDM removes material via controlled spark erosion instead of cutting forces, it excels in tasks that defeat conventional end mills and drills.[2][5][9][12] Typical applications include:
- Mold and die manufacturing – Produce deep, narrow mold cores, ejector pockets, and complex parting-line details in hardened steel or other difficult alloys without annealing.
- Tool and fixture production – Generate precise locating features, custom contours, and hardened inserts used in production tooling.
- Aerospace and medical components – Machine intricate internal passages, cooling channels, and cavities in high-performance alloys where accuracy and surface integrity are critical.
- Fine-detail work – Create small text, logos, intricate textures, and sharp internal corners that would be difficult to achieve by milling.
- Repair and modification – Recut worn features, add relief, or modify existing hardened tooling without extensive teardown or reheat-treating.
The product is well suited for:
- Moldmakers and die shops needing reliable electrode blanks for daily EDM work.
- Precision job shops offering EDM services for prototypes and production parts.
- In-house toolrooms supporting stamping, injection molding, or die-casting operations.
- R&D labs and small production environments where flexibility and repeatability matter.
Care, Handling & Buying Guidance
Selecting the right discharge machining electrode and handling it correctly have a direct impact on tool life, dimensional accuracy, and surface finish quality.
- Match the material to the job – For aggressive roughing in large cavities, a robust, cost-effective electrode material is often preferred. For fine finishing and tiny details, choose a grade that machines cleanly and holds sharp edges.[1][7][10][14]
- Plan for wear – All EDM electrodes wear as they erode.[5][9][12] When machining critical geometries, consider using a dedicated finishing electrode and allowing for wear compensation in your CAM strategy or machine control.
- Use proper clamping – Ensure electrodes are held rigidly and aligned correctly in the electrode holder or chuck to minimize positional error and taper in deep cavities.
- Store with care – Keep finished electrodes in labelled, protective storage (foam-lined drawers, dedicated racks, or boxes) to avoid chipping, edge damage, and contamination.
- Optimize your EDM parameters – Adjust pulse on-time, off-time, peak current, and flushing conditions according to your electrode material, workpiece alloy, and desired finish.[2][5][8][12] Well-optimized settings will extend electrode life and reduce cycle time.
- Check compatibility – Verify that the electrode size, shank interface, and material are compatible with your EDM machine, dielectric fluid, and existing tooling system.
When ordering, consider stocking multiple sizes of electrode blanks so you can quickly manufacture dedicated tools for new projects while keeping a standard set of roughing and finishing electrodes on hand. This approach shortens lead times and gives your EDM department the flexibility to respond quickly to urgent jobs.
FAQ
Is this discharge machining electrode compatible with my EDM machine?
The electrode is designed for use with most sinker or die-sinking EDM machines that accept standard electrode blanks and holders. Check your machine’s tooling interface, maximum electrode size, and recommended materials to ensure full compatibility.
Can I use this electrode on any metal workpiece?
The electrode is suitable for machining electrically conductive materials, including hardened steels, stainless steels, carbides, and many superalloys.[2][5][12] It cannot be used effectively on non-conductive materials such as plastics or ceramics unless they include conductive phases.
How should I machine the electrode before EDM use?
You can mill, turn, grind, or wire-cut the electrode blank to the required geometry using tooling and parameters suitable for its specific material (copper, copper alloy, or graphite). Use sharp tools, proper dust extraction for graphite, and avoid excessive heat to preserve dimensional accuracy.
What is the expected electrode wear during machining?
Electrode wear depends on factors such as current, pulse settings, polarity, workpiece hardness, and flushing efficiency.[5][9][12] In general, higher-energy roughing burns cause more wear, while low-energy finishing burns reduce wear. For critical features, plan for trial cuts and wear compensation rather than assuming a fixed wear rate.
How should I clean and maintain the electrode?
Before use, gently clean the electrode to remove dust, oil, or debris that could affect the spark gap. Avoid aggressive solvents that may attack bonding agents in composite or graphite materials. Handle finished electrodes by the shank or non-critical areas to prevent damage to functional surfaces.
Does the electrode require special storage conditions?
Store electrodes in a dry, clean environment, away from coolant mist and airborne abrasive particles. Use dedicated storage trays, racks, or boxes to prevent chipping and contamination. For graphite, keep it protected from impact and bending forces that could cause cracking.
What is the lead time for shipping these electrodes?
Lead time depends on the size and quantity ordered. Standard electrode blank sizes typically ship faster, while custom-cut or large-volume orders may require additional processing time. Refer to the store’s current shipping information at checkout for more precise estimates.
Can I return the electrode if it does not fit my application?
Return eligibility follows the store’s general returns and warranty policy. Unused, undamaged electrodes are usually easier to return or exchange. Custom-machined or altered electrodes may not be returnable, so confirm specifications before modifying the product.
Do I need different electrodes for roughing and finishing?
For many jobs, it is good practice to use separate electrodes: one for roughing to remove most of the material, and one or more for finishing to achieve tight tolerances and fine surface finishes. You can choose different electrode sizes or materials to optimize each stage of the process.
Will this electrode improve my surface finish compared to conventional machining?
EDM with a properly prepared electrode and optimized parameters can produce very fine surface finishes and sharp internal features that are difficult to replicate with conventional milling or drilling.[5][9][12] Final results will depend on your machine capability, dielectric, and process settings.



Same drawing, predictable results—next batch
Share revision, quantity ramp, and inspection level. We quote process route, ship date, and documentation in one structured response.