

Plastic film parts · Precision mold insert
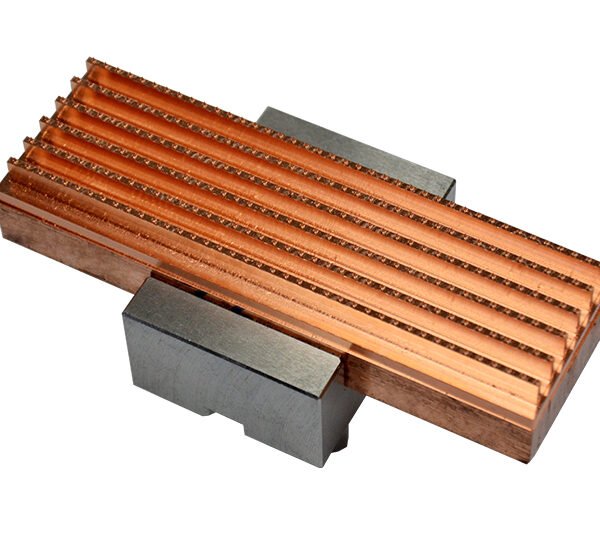
High-Precision Discharge Machining Electrode for EDM Applications
Brand Xuxiang Mold
Availability Made to drawing
RFQ pricing
Quote from STEP / PDF & quantity
Achieve cleaner burns, tighter tolerances, and longer tool life with this high-precision discharge machining electrode engineered for modern EDM shops. Designed to deliver a stable spark gap and consistent material removal, it helps you machine intricate cavities and sharp details in hard, conductive metals with confidence. Optimized conductivity and wear resistance reduce electrode changes, improving productivity on long burns and unattended jobs. Whether you are shaping mould cavities, die inserts, or complex aerospace components, this discharge machining electrode supports reliable, repeatable results. Upgrade your EDM process with a tool built for accuracy, durability, and smooth surface finishes.
- ISO 9001:2015–oriented process & documented inspection paths
- Zeiss / Nikon class metrology available for critical dimensions
- DFM feedback from 10+ senior tooling engineers
- Dongguan HQ + Quanzhou capacity for volume programs
What Is a Discharge Machining Electrode?
A discharge machining electrode is the consumable tool used in Electrical Discharge Machining (EDM) to erode material from a conductive workpiece using a series of controlled electrical sparks. In EDM, the electrode and the workpiece act as two poles of an electrical circuit, separated by a small gap and submerged in a dielectric fluid. When voltage is applied, the dielectric breaks down and a spark forms, generating intense localized heat that melts and vaporizes microscopic particles of metal from the workpiece surface.
Unlike conventional cutting tools, a discharge machining electrode never physically touches the part. Instead, it transfers energy through the electrical discharge, which makes it ideal for machining extremely hard materials, delicate geometries, and deep, narrow cavities that would be impossible or uneconomical to cut with standard milling or drilling. The electrode is typically made from high-conductivity, erosion-resistant materials such as copper, graphite, or copper-graphite composites, chosen to balance wear resistance, surface finish quality, and machining speed.
This high-precision discharge machining electrode is designed for compatibility with common sinker EDM machines used in mould making, tool and die, aerospace, medical, and precision engineering environments. It allows you to replicate fine details, sharp corners, and complex 3D profiles directly onto hardened tool steels, carbide, and other hard alloys.
Key Features & Benefits
- Stable spark performance: Optimized material and geometry help maintain a consistent spark gap, improving dimensional accuracy and repeatability on critical features.
- High electrical conductivity: Efficient energy transfer supports faster erosion rates, helping you shorten burn times without sacrificing precision when parameters are properly set.
- Improved wear resistance: The electrode material is selected to erode more slowly than the workpiece, reducing corner rounding and preserving detail over long burns, which is crucial for deep cavities and fine ribs.
- Fine feature capability: Suitable for machining intricate mould cavities, thin walls, micro features, and complex contours that challenge traditional machining methods.
- Versatile compatibility: Designed for use with standard EDM dielectric fluids and power supplies on most mainstream sinker EDM machines; suitable for both roughing and finishing passes when sized and dressed appropriately.
- Consistent surface finish: When matched to appropriate machine settings, the electrode can help you achieve smooth, uniform surfaces that reduce polishing time on moulds and dies.
Specifications & Key Attributes
The table below summarizes typical attributes you can expect from a quality discharge machining electrode in this class. Exact values vary with selected size, shape, and material grade, so they are described in application-focused terms rather than fixed numbers.
| Attribute | Description |
|---|---|
| Electrode type | Discharge machining electrode for sinker / die-sinking EDM processes |
| Typical materials | High-conductivity copper, graphite, or copper-graphite composite (grade selected by application) |
| Application focus | Precision cavity machining, moulds, dies, sharp internal corners, narrow slots, and complex 3D forms |
| Compatible workpiece materials | Hardened tool steels, high-alloy steels, carbides, nickel-based superalloys, and other conductive metals |
| EDM process | Electro-thermal spark erosion in dielectric fluid; non-contact material removal via electrical discharges |
| Shape options | Blocks, rods, plates, and custom-profiled electrodes produced to match the desired cavity geometry |
| Surface preparation | Machinable electrode stock suitable for CNC milling, turning, or grinding prior to EDM use |
| Machine compatibility | Most common sinker EDM machines using standard tool holders and dielectric fluids |
| Typical operations | Roughing, semi-finishing, and finishing burns with appropriate power settings and flushing strategy |
| Performance focus | Balance of wear resistance, dimensional accuracy, surface finish quality, and machining speed |
Use Cases & Ideal Users
This discharge machining electrode is a practical choice for any EDM environment that demands repeatable performance and robust durability. Common applications include:
- Mould and die making: Creating injection mould cavities, die casting tools, and stamping dies with fine details, texture features, and complex parting lines in hardened tool steels.
- Tool and fixture manufacturing: Producing custom tooling features, locating pockets, and precision seating surfaces that are difficult to machine conventionally once hardened.
- Aerospace and energy components: Machining cooling channels, precision pockets, and intricate forms in heat-resistant alloys where mechanical cutting is slow or impractical.
- Medical and precision engineering: Forming micro-scale features, sharp internal corners, and thin ribs on small, high-value components with strict tolerance requirements.
- R&D and prototyping: Generating complex geometries and test features in hard materials without investing in specialized cutting tools.
These electrodes are especially well suited for EDM shops, mould makers, tool and die manufacturers, precision CNC job shops with sinker EDM capability, and in-house toolrooms in injection moulding or die casting facilities. They support both high-mix, low-volume work and dedicated high-precision tooling projects.
Care, Handling & Buying Guidance
To get the best performance from a discharge machining electrode, proper handling and process setup are as important as the electrode material itself. Because the electrode defines the final cavity shape, any damage or contamination will directly imprint onto the workpiece.
- Handling: Store electrodes in clean, dry containers and avoid dropping or chipping them, especially graphite types, which can be more brittle. Handle finished electrodes by the shank or non-critical surfaces.
- Machining the electrode: Use sharp cutting tools and appropriate speeds and feeds when milling or turning electrode stock to achieve accurate geometry and a clean surface finish before EDM operations.
- Machine setup: Ensure correct tool offset, dielectric level, and flushing strategy so debris is effectively removed from the gap. Poor flushing can accelerate electrode wear and degrade surface finish.
- Process parameters: Match pulse energy, on/off times, and servo settings to the electrode material and desired outcome. Roughing burns tolerate higher energy and more wear, while finishing burns require lower energy and tighter control.
- Inspection: Periodically inspect the electrode during long burns, particularly at corners and fine details, and compensate or replace as needed to maintain tolerances.
When selecting a discharge machining electrode, consider your primary material type, detail size, production volume, and surface finish requirements. Copper electrodes often excel in finishing and fine detail, while graphite is commonly chosen for rapid roughing of large cavities and for its good wear resistance in many tool steels. Composite and specialty grades can be matched to demanding applications where both speed and very fine finish are required.
FAQ
Is this discharge machining electrode compatible with my EDM machine?
The electrode is designed for standard sinker EDM systems that use conventional dielectric fluids and tool holders. In most cases, if your machine accepts common copper or graphite electrodes in the appropriate size range, it will be compatible. Always verify holder style and size before ordering.
What workpiece materials can I machine with this electrode?
You can use this discharge machining electrode on any electrically conductive material suitable for EDM, including hardened tool steels, alloy steels, carbides, and many high-temperature superalloys. Non-conductive materials cannot be machined by EDM.
How do I choose the right size and shape of electrode?
Select the electrode size and profile to match the cavity or feature you need to produce, allowing for any intentional overburn or offsets used in your process. For complex shapes, you may CNC machine or grind the electrode to the required geometry before EDM.
How should I care for and store the electrode?
Store electrodes in a clean, dry environment, ideally in protective cases or racks that prevent chipping and contamination. Avoid touching critical surfaces with bare hands on finishing electrodes, as oils can affect the burn in fine-detail applications.
Does the electrode require any special setup or dielectric fluid?
No special dielectric is required; it is suitable for use in standard EDM oils or approved fluids recommended by your machine manufacturer. Follow your EDM machine’s normal setup procedures, with appropriate flushing arrangements around the electrode.
How long will the discharge machining electrode last?
Electrode life depends on many factors, including workpiece material, power settings, flushing conditions, and whether you are roughing or finishing. With correctly chosen parameters, the electrode will wear significantly slower than the workpiece, allowing multiple burns or deep cavities before replacement.
Can I use the same electrode for both roughing and finishing?
It is technically possible, but many shops use separate electrodes: one optimized or dedicated for roughing and another reserved for finishing, to preserve sharp detail and surface quality. If you use a single electrode for both, monitor wear closely and adjust offsets accordingly.
What is your policy on returns or defects?
If an electrode arrives damaged or does not match the ordered specification, you can request a replacement or return under the standard defective-goods policy. Electrodes that have already been used in EDM operations are typically not returnable, so please inspect items upon receipt.
How is the electrode packaged for shipping?
Electrodes are packaged in protective materials or individual sleeves to prevent chipping, bending, or contamination in transit. Larger or more delicate profiles may be packed in custom foam or boxed supports for additional protection.
Do you offer custom electrode shapes or sizes?
Custom electrode dimensions and pre-machined profiles are often available on request. Provide your drawing or CAD model and application details so that the most suitable material and configuration can be recommended.



Same drawing, predictable results—next batch
Share revision, quantity ramp, and inspection level. We quote process route, ship date, and documentation in one structured response.