

Plastic film parts · Precision mold insert
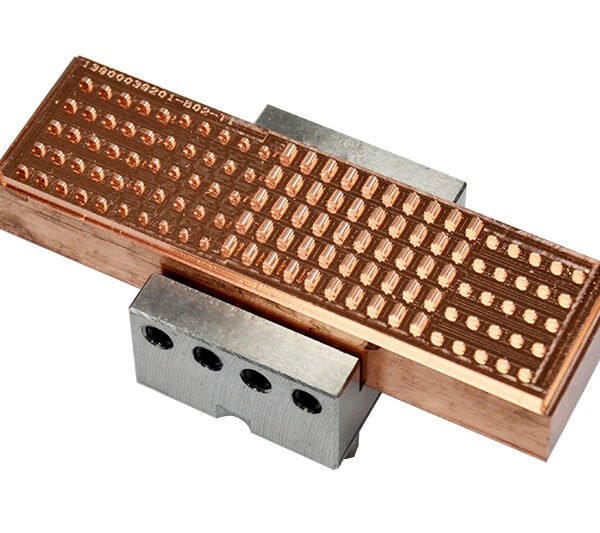
Premium Discharge Machining Electrode for Precision EDM Applications
Brand Xuxiang Mold
Availability Made to drawing
RFQ pricing
Quote from STEP / PDF & quantity
Achieve sharp details and stable performance in your EDM shop with this high-precision discharge machining electrode. Engineered for consistent spark erosion, it helps you reproduce complex cavities and fine features in hard, conductive materials with confidence. Clean, predictable wear patterns support tight tolerances and repeatable results across long production runs. Whether you are roughing deep cavities or finishing intricate molds and dies, this electrode delivers reliable machining quality. Upgrade your EDM tooling and reduce setup changes with an electrode built for durability and dimensional accuracy.
- ISO 9001:2015–oriented process & documented inspection paths
- Zeiss / Nikon class metrology available for critical dimensions
- DFM feedback from 10+ senior tooling engineers
- Dongguan HQ + Quanzhou capacity for volume programs
What Is a Discharge Machining Electrode?
A discharge machining electrode is the consumable tool used in Electrical Discharge Machining (EDM) to shape and erode electrically conductive workpieces through controlled spark discharges. In EDM, material is removed not by mechanical cutting forces, but by a series of rapid electrical sparks between the electrode and the workpiece, both immersed in a dielectric fluid. These sparks generate intense localized heat that melts and vaporizes microscopic particles from the surface, allowing you to machine intricate shapes, sharp internal corners and deep cavities that are extremely difficult or impossible to produce with conventional cutting tools.
The electrode is essentially the negative of the cavity or feature you want to machine. Its geometry, material, and surface finish directly influence the accuracy, surface quality, and productivity of your EDM operations. For mold and die makers, aerospace and medical component manufacturers, as well as high-precision job shops, choosing the right EDM electrode is a key factor in achieving repeatable, high-quality results.
Key Features & Benefits
This discharge machining electrode is designed to support demanding EDM applications, from roughing hardened tool steel to finishing complex mold details and fine ribs.
- High electrical conductivity for stable, controllable spark generation and efficient material removal.
- Optimized wear behavior to balance tool life and dimensional accuracy, helping maintain feature integrity over long burns.
- Excellent machinability so you can easily mill, turn, grind, or wire-cut the electrode into intricate forms before EDM use.
- Fine, uniform structure that supports high-quality surface finishes on the workpiece and reduces the need for extensive polishing.
- Versatile geometry options suitable for die-sinking, cavity machining, detailed engraving, and precision finishing operations.
- Reliable performance in common dielectrics, including hydrocarbon oils and specialized EDM fluids used in modern sinker EDM machines.
Whether you are targeting high metal removal rates in roughing or ultra-fine detail in finishing, the right electrode helps you improve cycle times, surface integrity, and dimensional control.
Specifications & Typical Attributes
The table below summarizes key attributes that matter when selecting and applying a discharge machining electrode. Exact values and material grades vary by size and configuration, so use these as functional guidelines rather than fixed numerical specifications.
| Attribute | Description |
|---|---|
| Electrode type | EDM tool electrode for die-sinking / cavity machining |
| Typical materials | Copper, copper alloys, or graphite grades selected for conductivity and wear behavior |
| Application process | Electrical Discharge Machining in dielectric fluid using controlled spark erosion |
| Compatible workpiece materials | Hardened tool steels, alloy steels, carbides, superalloys, and other conductive metals |
| Typical machining roles | Roughing deep cavities, semi-finishing complex forms, finishing fine details and sharp corners |
| Electrode geometry | Supplied as blanks or pre-shaped forms; can be milled, turned, ground, or wire-cut to final shape |
| Surface preparation | Machined and deburred; finishing passes may be polished depending on surface quality requirements |
| Machine compatibility | Standard die-sinking EDM machines using appropriate tool holders and dielectric systems |
| Operating environment | Submerged in EDM dielectric; requires controlled gap, flushing, and pulse parameters |
| Primary benefits | High dimensional accuracy, ability to machine hard materials, minimal mechanical stresses on the workpiece |
Use Cases & Who It Is For
A discharge machining electrode is a critical consumable for any manufacturer that relies on EDM to produce precise, high-value components. Typical users include:
- Mold and die manufacturers producing injection molds, die-casting tools, forging dies, and stamping dies with complex cavities and tight tolerances.
- Aerospace suppliers machining superalloys and hardened steels where conventional cutting is slow, tool-intensive, or impossible.
- Medical device manufacturers producing small, intricate components, surgical instruments, and implant tooling that demand fine detail and excellent surface finish.
- Precision job shops handling low-volume, high-mix parts with challenging internal geometries, deep ribs, and sharp internal corners.
- R&D and prototyping teams that need flexibility to test new designs in hard materials without investing in specialized cutting tools.
Use this electrode when you need to:
- Replicate delicate features or logos in hardened steel molds.
- Produce deep, narrow cavities where end mills cannot reach or would deflect.
- Maintain tight dimensional tolerances with minimal mechanical distortion.
- Reduce tool breakage and chatter associated with difficult-to-machine materials.
Care, Handling & Buying Guidance
Although EDM electrodes are consumables, proper selection and handling significantly extend their useful life and improve process reliability. When choosing a discharge machining electrode, consider the workpiece material, surface finish requirements, and target metal removal rate. Roughing operations often benefit from tougher materials and larger electrodes, while finishing typically uses finer-structured materials and precise, well-polished geometry.
Store electrodes in a clean, dry environment to prevent contamination and corrosion. Avoid dropping or impacting them, as small chips or edge damage can transfer directly onto your workpiece or destabilize the spark gap. Before mounting, clean the electrode and clamping surfaces to ensure good electrical contact and repeatable positioning.
During EDM operations, monitor wear patterns and adjust offsets or compensate in your program as necessary. Stable machine settings for pulse on/off times, peak current, and flushing pressure will help you achieve consistent erosion and predictable electrode wear. For critical finishing work, it is often good practice to reserve a dedicated finishing electrode once the roughing stages are complete.
When ordering, verify the electrode material grade, blank size, and shank or mounting requirements for your specific EDM machine and tooling system. Selecting a quality electrode that matches your process conditions reduces rework, shortens cycle times, and improves the overall efficiency of your EDM cell.
FAQ
Which EDM machines is this discharge machining electrode compatible with?
The electrode is designed for standard sinker EDM machines that use solid tool electrodes in a dielectric fluid. As long as your machine accepts the chosen shank or holder style and is configured for die-sinking operations, it will be compatible. Always match the electrode size and mounting method to your specific tool holder system.
Can this electrode be used on any metal workpiece?
The electrode is suitable for machining electrically conductive materials, including most steels, hardened tool steels, superalloys, and carbides. It will not work on non-conductive materials such as ceramics or plastics unless they include conductive additives. Check the conductivity and EDM suitability of your workpiece material before use.
How should I machine the electrode to its final shape?
You can shape the electrode using conventional machining processes such as milling, turning, grinding, or wire EDM. Use sharp tools and appropriate cutting parameters to minimize chipping and achieve the geometry and surface finish needed for your EDM operation. Deburr edges and clean the electrode thoroughly before mounting.
What is the best way to store and handle the electrode?
Store electrodes in a dry, dust-free cabinet or protective packaging to prevent contamination and surface damage. Handle them with care, holding by the shank or non-critical surfaces to avoid nicks on working edges. Keeping electrodes clearly labeled and separated by material and job helps maintain traceability and consistency.
How do I know when the electrode needs to be replaced?
Replace the electrode when wear has altered critical dimensions beyond your allowed tolerance or when surface quality on the workpiece starts to degrade. Regularly inspect the electrode between burns and track wear in your EDM program, using compensation or offsets where appropriate. For finishing stages, it is better to change electrodes early than risk compromising surface finish.
Does the electrode require special cleaning after use?
After EDM operations, the electrode may carry debris and a thin recast layer. If you plan to reuse it, gently clean the surface with a suitable solvent compatible with your dielectric and material, then dry it completely. Avoid aggressive abrasives that could change the geometry or introduce scratches on critical surfaces.
What about shipping and packaging protection?
Electrodes are typically shipped in protective sleeves, trays, or boxed sets to prevent impact and abrasion during transit. When receiving a shipment, inspect the packaging and each electrode for visible damage before use. Keep the original packaging if you plan to move or store spare electrodes for future jobs.
Is there any warranty or return policy for damaged electrodes?
Most suppliers support returns or replacements for electrodes that arrive damaged or not as specified, provided issues are reported promptly and the products have not been used. Check your supplier’s warranty and returns terms, and document any visible damage upon delivery to streamline the claim process.
How can I select the right electrode material for my application?
Choose the electrode material by balancing metal removal rate, surface finish requirements, and tool wear. In general, tougher materials and larger electrodes are preferred for roughing, while finer-structured materials and precisely machined electrodes are better for finishing. If in doubt, consult your EDM machine documentation or tooling specialist with details of your workpiece material and tolerance needs.



Same drawing, predictable results—next batch
Share revision, quantity ramp, and inspection level. We quote process route, ship date, and documentation in one structured response.