

Plastic film parts · Precision mold insert
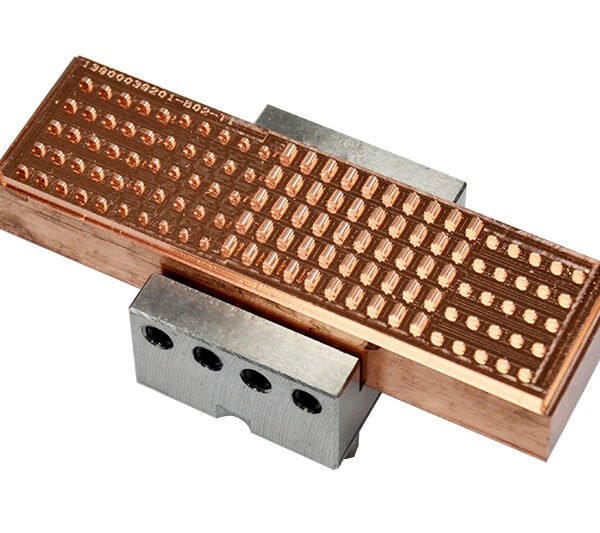
Precision Discharge Machining Electrode for EDM Tooling
Brand Xuxiang Mold
Availability Made to drawing
RFQ pricing
Quote from STEP / PDF & quantity
Achieve sharp detail and reliable performance in your EDM operations with this precision Discharge machining electrode designed for demanding toolrooms and production environments. Engineered for stable spark erosion, it helps you machine hard, conductive alloys into complex cavities, ribs, and fine features with confidence. Consistent wear characteristics support repeatable results from the first burn to the last, reducing setup changes and downtime. Ideal for mold, die, and aerospace components, it integrates smoothly into standard EDM workflows and fixturing. Choose it when dimensional accuracy, surface finish, and process stability are critical to your job.
- ISO 9001:2015–oriented process & documented inspection paths
- Zeiss / Nikon class metrology available for critical dimensions
- DFM feedback from 10+ senior tooling engineers
- Dongguan HQ + Quanzhou capacity for volume programs
What Is a Discharge Machining Electrode?
A discharge machining electrode is the tool used in Electrical Discharge Machining (EDM) to transfer a controlled series of electrical sparks into a conductive workpiece. Instead of cutting with mechanical force, EDM uses these sparks to erode material locally, allowing precise machining of hard metals and intricate geometries that are difficult or impossible to achieve with conventional tools.
In the EDM process, the electrode and workpiece are both connected to a power supply and submerged in a dielectric fluid. A small gap is maintained between them by the machine controller. When voltage is applied, the dielectric breaks down in the gap and a spark is generated, instantly melting and vaporizing a tiny amount of material from the workpiece surface. The dielectric flushes away the debris and the process repeats, building the desired cavity, profile, or fine feature.
The performance of any EDM operation depends heavily on the quality and design of the electrode. A stable, wear-resistant electrode material, accurate geometry, and good surface preparation together determine how efficiently you can remove material, how close you can hold tolerances, and how fine a surface finish you can achieve on your parts.
Key Features & Benefits
This discharge machining electrode is developed to support demanding EDM applications in mold, die, medical, aerospace, automotive, and precision component manufacturing.
- Optimized for EDM processes – Designed specifically for sinker and cavity-style EDM operations where stable arcing and predictable wear are essential for high-accuracy work.
- High electrical conductivity – The electrode material is selected for excellent conductivity to promote reliable spark generation and efficient material removal on the workpiece.
- Good wear resistance – Balanced thermal resistance and structural integrity help minimize electrode wear, allowing more cavities or deeper forms per electrode and improving cost per part.
- Stable geometry for fine details – The electrode can be machined to sharp corners, thin ribs, narrow slots, and complex 3D forms, enabling precise replication of intricate details in the workpiece cavity.
- Suitable for hard materials – Ideal for machining hardened tool steels, carbide, nickel-based alloys, and other difficult-to-cut conductive materials without inducing mechanical stresses or cutting forces.
- Consistent surface finish – When used with appropriate EDM parameters, the electrode supports smooth surface finishes and controlled texture, reducing polishing time on molds and high-precision components.
- Compatible with standard tooling systems – Can be mounted to common EDM holders and referencing systems, streamlining setup and reducing changeover time between electrodes.
Specifications & Key Attributes
The following table summarizes typical attributes of a discharge machining electrode used for EDM. Actual values will depend on the exact material grade, size, and configuration you select; use this as a guide when comparing options and planning your process.
| Attribute | Description |
|---|---|
| Product type | Discharge machining electrode for EDM (sinker/cavity applications) |
| Typical materials | High-conductivity copper, EDM-grade graphite, or composite EDM materials depending on configuration |
| Electrical properties | High electrical conductivity for stable spark generation and efficient erosion |
| Wear behavior | Balanced erosion resistance to maintain geometry over multiple burns |
| Machinability | Can be milled, turned, ground, or machined via CNC to complex 2D and 3D profiles |
| Compatible machines | Standard sinker EDM machines with appropriate holders and dielectric systems |
| Typical applications | Mold cavities, die inserts, precision pockets, ribs, fine features, and shaped cooling channels |
| Recommended workpiece materials | Hardened tool steels, stainless steels, carbide, nickel and cobalt alloys, and other conductive metals |
| Surface preparation | Supplied ready for final finishing; user can lap or polish to match required spark gap and finish |
| Configuration options | Available as blanks, simple shapes, or pre-machined forms depending on order |
Typical Use Cases & Who It Is For
This discharge machining electrode is suited to a wide range of precision manufacturing environments where EDM is part of the core process capability.
Mold and Die Makers
Toolrooms and mold shops rely on EDM to burn complex cavities, deep ribs, sharp internal corners, and fine texturing into hardened steels and other tooling materials. A robust electrode ensures consistent cavity geometry from roughing to finishing passes and helps minimize polishing and benching time. Use it to create injection mold cores, blow mold details, die-cast tooling features, and precision stamping dies where conventional milling cannot reach or would leave unwanted tool marks.
Aerospace and Medical Manufacturers
Aerospace and medical device components often require intricate shapes in heat-resistant superalloys, stainless steels, and other hard-to-machine materials. This electrode supports delicate features such as cooling channels, slots, pockets, and transition radii with minimal risk of distortion or residual stress. It is particularly valuable where tight tolerances, complex 3D profiles, or fine surface finishes are required on components that will see high mechanical or thermal loads.
Precision Engineering and Job Shops
General precision engineering shops and EDM sub-contractors can use this electrode to expand their capability for complex, low-volume, or prototype work. It is ideal when you need an accurate, repeatable tool for jobs that demand close control of form and finish, including custom tooling, fixtures, and intricate metal components for R&D projects.
Care, Handling & Buying Guidance
Getting the best performance from your discharge machining electrode requires good handling and process practices. The electrode’s geometry and surface quality directly influence the spark gap behavior, erosion pattern, and resulting workpiece accuracy.
- Handling and storage – Store electrodes in clean, dry conditions and protect finished surfaces from impact and contamination. Avoid dropping or clamping on critical features that define the cavity shape.
- Pre-machining the electrode – Use suitable cutting tools and parameters when machining the electrode material to avoid chipping, delamination, or unnecessary heat. For graphite-style materials, use dust extraction and sharp tools for best edge quality.
- Surface finishing – After machining, deburr and, where needed, lightly polish the electrode surfaces that will face the workpiece. A uniform, clean surface supports stable spark generation and consistent erosion.
- Fixturing and alignment – Mount the electrode in a rigid holder with clear reference faces so that you can easily align it in the EDM machine. Good fixturing minimizes runout and misalignment, which in turn improves accuracy and repeatability across multiple parts.
- Process parameter selection – Match EDM settings (current, pulse duration, duty cycle, flushing pressure) to both electrode material and workpiece material. Conservative settings extend electrode life and improve finish; more aggressive settings increase removal rate at the cost of higher wear.
- Monitoring wear – Track electrode wear during long burns or multiple cavities. Where necessary, plan for compensation or use finishing electrodes dedicated to final passes so that critical dimensions remain within tolerance.
- Choosing the right configuration – When ordering, consider whether you need raw blanks for in-house machining, simple pre-formed shapes, or fully pre-machined electrodes ready to mount. Align your choice with available machining capacity and delivery requirements.
If you are unsure which electrode material or size best fits your EDM application, review your workpiece material, required surface finish, tolerance, and expected batch size. This will help determine whether a material optimized for low wear, high detail, or fast stock removal is the best fit for your needs.
FAQ
Is this discharge machining electrode compatible with my EDM machine?
The electrode is designed for use with standard sinker EDM machines that accept conventional holders and fixtures. As long as your machine supports typical electrode mounting systems and uses a dielectric fluid, you can integrate this electrode by selecting sizes and shanks that match your tooling setup.
What workpiece materials can I machine with this electrode?
You can use this electrode on a wide range of electrically conductive materials, including hardened tool steels, stainless steels, carbide, and high-temperature alloys. For non-conductive materials, EDM is not suitable, so confirm that your workpiece provides adequate electrical conductivity before planning the process.
How do I choose the right size and shape of electrode?
Select the electrode geometry based on the final cavity or feature you need in the workpiece. Typically, the electrode is modeled as a negative of the desired shape, with allowances for spark gap and expected wear. For simple holes or pockets, a straightforward prismatic electrode may be sufficient; for complex 3D forms, a CNC-machined profile is recommended.
What kind of maintenance does the electrode require?
The electrode itself does not need ongoing maintenance, but it should be handled carefully, kept clean, and inspected for damage before each setup. After extended use, check for wear on critical surfaces and edges; if the geometry has shifted beyond acceptable limits, retire the electrode or re-machine as appropriate for roughing tasks.
How should I clean the electrode after use?
After EDM operations, gently clean the electrode with a soft brush or compressed air to remove dielectric residue and debris. Avoid aggressive abrasives that could alter the geometry. Ensure the electrode is fully dry before storage to prevent surface contamination or corrosion on metallic materials.
What surface finish can I expect on the workpiece?
The achievable surface finish depends on your EDM settings, the electrode material, and the workpiece material. Roughing passes typically leave a matte, structured finish, while finishing passes with finer parameters and a well-prepared electrode can produce significantly smoother surfaces that require minimal polishing.
Do you offer returns or exchanges if the electrode is not suitable?
Return and exchange options depend on the condition of the electrode and whether it has been used or modified. Unused, undamaged standard items are generally easier to return or exchange, while custom or heavily machined electrodes are typically non-returnable. Check the specific store policy for full details before placing your order.
How is the electrode packaged and shipped?
Electrodes are typically packaged in protective materials to prevent chipping, bending, or surface damage during transit. Smaller electrodes may be boxed individually or in partitioned trays, while larger pieces may be braced or wrapped. Standard shipping services are usually available, with expedited options on request.
Can I use one electrode for both roughing and finishing?
It is technically possible to use a single electrode for roughing and finishing, but many applications benefit from separate electrodes. Using a dedicated finishing electrode preserves the precise geometry and sharp edges needed for final passes, while roughing electrodes handle the bulk material removal and wear.
Do I need special training to work with this discharge machining electrode?
Anyone operating EDM equipment should be trained on general EDM safety, parameter selection, and fixturing practices. No special training is required specifically for this electrode, but understanding how electrode material and geometry interact with your EDM settings will help you get the best results.



Same drawing, predictable results—next batch
Share revision, quantity ramp, and inspection level. We quote process route, ship date, and documentation in one structured response.