
Plastic film parts · Precision mold insert
Precision Die Parts for Industrial Stamping & Forming Applications
Brand Xuxiang Mold
Availability Made to drawing
RFQ pricing
Quote from STEP / PDF & quantity
Upgrade your tooling performance with high-quality die parts engineered for demanding stamping and forming operations. Each component is manufactured for tight tolerances, reliable alignment, and long service life in high-volume production. From punches and buttons to guide posts, plates, and retainers, these parts help you achieve clean cuts, consistent forms, and reduced downtime. Ideal for toolmakers, maintenance teams, and OEMs looking to optimize press tool productivity and part quality.
- ISO 9001:2015–oriented process & documented inspection paths
- Zeiss / Nikon class metrology available for critical dimensions
- DFM feedback from 10+ senior tooling engineers
- Dongguan HQ + Quanzhou capacity for volume programs
Precision Die Parts for Reliable, High-Volume Production
In metal stamping and forming, the quality of your die parts directly impacts part accuracy, tool life, and overall press productivity. A die is a specialized tool used in manufacturing to cut and/or form material into a desired shape, typically in a press or progressive stamping line. It is made up of multiple precision components that must work together under high loads and repetitive cycles.
Common die assemblies include an upper and lower die, guide pillars and bushes, punches, die buttons or inserts, plates, pads, and part-retention elements. Each of these die parts has a specific function: guiding motion, supporting the workpiece, performing cutting or forming operations, stripping the material, and maintaining robust tool alignment. By selecting well-designed die components made from appropriate tool steels, you can achieve consistent part quality while reducing unplanned maintenance.
These precision die parts are suitable for a wide range of applications, from automotive and appliance panels to electronic components and general industrial stampings, and can be configured for single-hit tools, progressive dies, transfer dies, and more.
Key Features & Benefits
Every die set is only as strong as its weakest component. Investing in reliable, well-matched die parts offers significant advantages across your production line.
- Robust construction for high tonnage presses – Components are designed to withstand the repeated impact and load of stamping presses without premature wear or deformation, supporting longer runs between tool rebuilds.
- Precision alignment and guidance – Guide pillars, bushings, and die plates help maintain accurate alignment between upper and lower die assemblies, reducing burrs, misfeeds, and uneven wear on cutting edges.
- Consistent cutting and forming quality – Carefully engineered punches, die buttons, and inserts deliver clean shearing and smooth forming, improving edge quality and repeatability from part to part.
- Modular and serviceable design – Replaceable inserts, standardized hardware, and accessible wear components simplify maintenance, allowing quick replacement of critical parts without scrapping the entire tool.
- Compatibility with common die standards – Typical dimensions and mounting patterns align with standard die sets and press tools, making it easier to integrate components into existing tooling designs or retrofits.
- Support for a wide range of materials – Depending on configuration, die parts can be used on mild steel, stainless steel, aluminum alloys, copper, and other sheet metals, enabling flexible use across product families.
Specifications & Core Components
The exact configuration of die parts will vary based on the type of die (blanking, piercing, forming, progressive, transfer) and the workpiece material. Below is a representative overview of key components typically found in a stamping die.
| Component | Typical Function | Common Material / Characteristics |
|---|---|---|
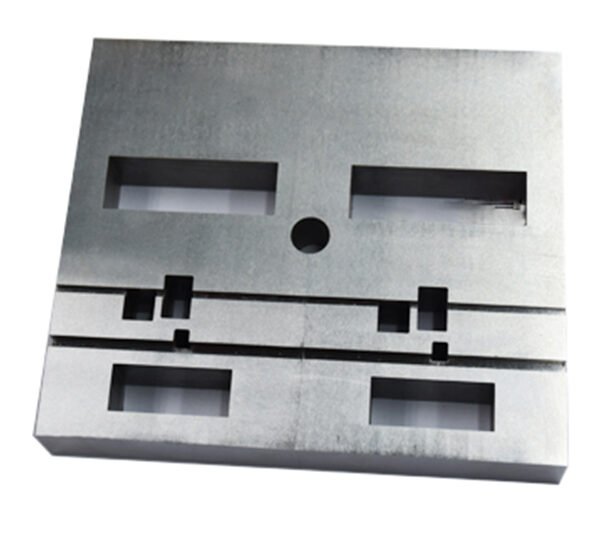
| Upper Die Shoe / Plate | Supports and locates the upper die assembly, mounting to the press ram or slide. | High-strength steel plate, machined flat for alignment; drilled/tapped for components. |
| Lower Die Shoe / Plate | Supports the lower die assembly and locates on the press bolster. | Heavy steel base plate with precision-machined surfaces and mounting holes. |
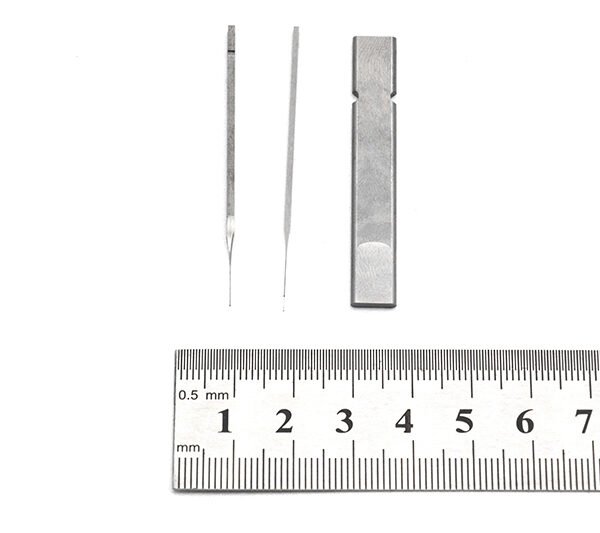
| Punches | Perform cutting, piercing, or forming operations on the workpiece. | Tool steel or carbide; heat-treated for wear resistance and edge retention. |
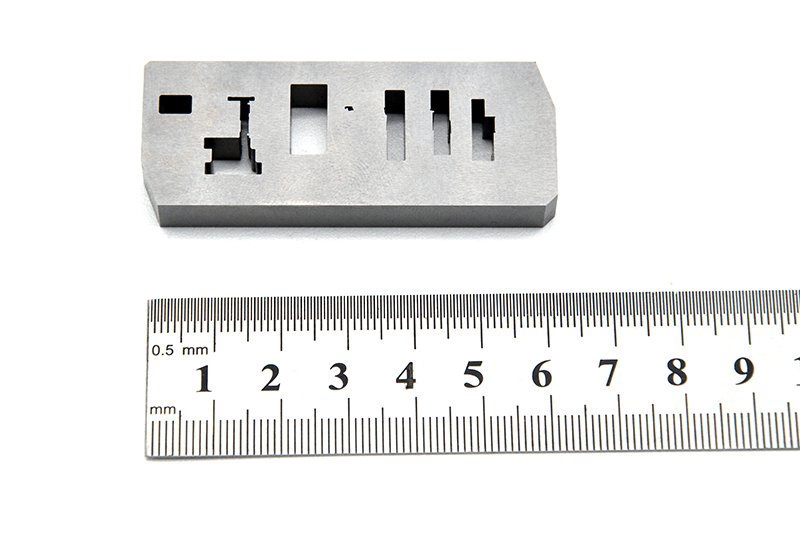
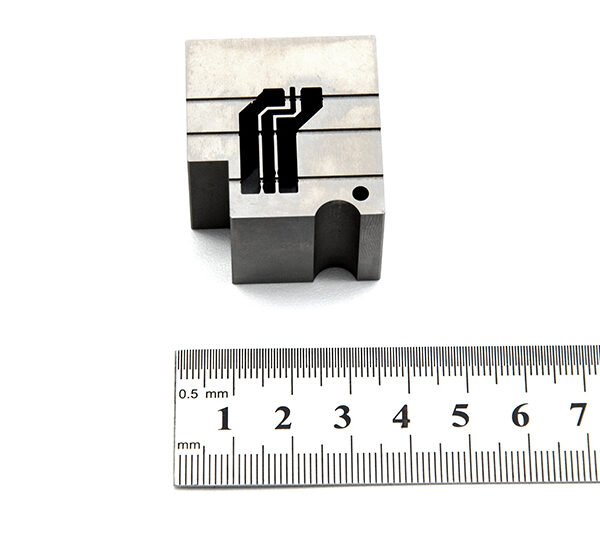
| Die Buttons / Inserts | Provide the female cutting or forming cavity matching the punch. | Wear-resistant inserts, often replaceable for easy service. |
| Guide Pillars & Bushings | Maintain precise alignment between upper and lower die shoes. | Hardened, ground posts with bushings; lubricated for smooth operation. |
| Stripper Plate / Pad | Strips material off the punch after cutting and controls sheet during forming. | Plate with springs or gas cylinders; surface finished to protect workpiece. |
| Pressure Pad / Drawing Pad | Applies controlled pressure to the material during forming or drawing. | Spring- or gas-loaded, sized to part geometry and draw depth. |
| Fasteners, Keys, Dowel Pins | Secure components and establish repeatable location and orientation. | Hardened dowels and keys; high-strength screws and shoulder bolts. |
| Springs / Gas Cylinders | Provide return force for strippers and pads. | Coil springs, urethane springs, or gas springs sized for stroke and load. |
| Retainers & Spools | Hold punches, inserts, and pads in position within the die. | Precision-machined holders that allow quick replacement of wear parts. |
Applications & Ideal Users
These die parts are engineered to support a wide variety of manufacturing operations where repeatability and uptime are critical.
- Automotive and transportation – Body panels, brackets, reinforcement plates, and structural components produced in medium to high volumes.
- Appliance and white goods – Panels, housings, and internal stamped components for refrigerators, washers, dryers, and HVAC equipment.
- Electronics and electrical – Lead frames, terminals, shields, and small precision stampings in strip or coil form.
- General industrial and fabricated products – Hardware, brackets, enclosures, and custom sheet metal parts requiring repeatable quality and dimensional control.
- Toolmaking and maintenance shops – Ideal for building new dies, retrofitting older tools, or keeping critical spare parts on hand to minimize downtime.
Whether you are designing a new progressive die or rebuilding an existing blanking tool, having the right mix of punches, inserts, guides, and plates helps ensure smooth press operation and predictable changeovers.
Care, Maintenance & Buying Guidance
To get the longest life and best performance from your die parts, proper selection, installation, and maintenance are essential.
- Match materials to the job – Select punch and insert materials that match your workpiece hardness and production volume. For abrasive materials or very high volumes, consider higher-grade tool steels or carbide where appropriate.
- Prioritize alignment – Ensure guide pillars, bushings, and plates are precisely fitted and free of play. Misalignment accelerates wear on cutting edges and can cause premature failures.
- Use proper lubrication – Maintain lubrication on guide components and, where required, on cutting areas to reduce friction and heat buildup, especially in high-speed or high-tonnage applications.
- Inspect wear surfaces regularly – Monitor punches, buttons, and pads for chipping, galling, or excessive wear. Regrind or replace components before quality issues occur.
- Store spares correctly – Keep spare die parts clean, dry, and clearly labeled. Proper storage prevents corrosion and ensures fast replacement when a tool is down.
- Plan for standardization – When possible, standardize on common punch sizes, buttons, and hardware across multiple tools, simplifying inventory and speeding maintenance.
When ordering, review your die design or drawings to confirm critical dimensions such as shank diameters, overall lengths, mounting patterns, and alignment features. Providing this information helps ensure that your new die parts integrate smoothly with existing tooling and press equipment.
FAQ
Are these die parts compatible with my existing press tools?
In most cases, die parts are compatible as long as key dimensions and mounting details match your current tooling. Review your die drawings and compare critical sizes such as punch diameter, shank style, plate thickness, and guide pillar spacing before ordering. If you are unsure, consult your toolroom or provide measurements to confirm compatibility.
How should I choose punch and insert materials for my application?
Material choice depends on the hardness and abrasiveness of the sheet metal, the tonnage, and expected production volume. For general mild steel stampings, standard tool steels are typically sufficient. For harder alloys, stainless steel, or very high-volume runs, higher-grade tool steels or carbide-tipped components may provide better wear life. When in doubt, discuss your material and volume requirements with your tooling engineer.
What maintenance do die parts require during production?
Regular cleaning, lubrication, and visual inspection are essential. Remove built-up debris and slugs, check for chipped or worn cutting edges, verify that guide posts move smoothly, and confirm that fasteners remain tight. Establishing a routine inspection schedule helps prevent unexpected downtime and protects your press and tooling.
How often should punches and die buttons be replaced or reground?
The required interval varies with material type, tool design, and production volume. Many shops monitor part quality—such as increased burr height or dimensional drift—as an indicator that sharpening or replacement is needed. Keeping records of cycles between services can help you build a predictive maintenance schedule.
Do these die parts require any special handling before installation?
Before installation, clean all components, remove any protective coatings, and lightly oil steel surfaces to prevent corrosion. Handle ground and cutting surfaces carefully to avoid nicks or damage. Verify dimensions and orientation before mounting to avoid misalignment or interference during the first press stroke.
What is the typical lead time and how are die parts shipped?
Lead time depends on whether parts are standard or custom. Standard sizes are often available from stock and can ship quickly, while custom-machined components take longer. Shipments are normally packed securely to protect precision surfaces and may be grouped by die station or assembly for easier toolroom handling.
How should I store spare die parts to prevent damage or corrosion?
Store parts in a clean, dry environment, ideally in labeled containers or drawers to protect ground surfaces and edges. Lightly oil exposed steel before long-term storage and keep components organized by tool or station so maintenance teams can find the correct parts quickly.
What happens if a die part fails during operation?
If a component fails, stop the press immediately and lock out the equipment. Inspect the tool for loose fragments, damage to nearby components, and possible alignment issues. Replace the damaged part, verify clearances and alignment, and perform a slow, monitored trial stroke before resuming full production.
Is there any warranty or return policy on die parts?
Warranty coverage typically applies to defects in material or workmanship within a defined period after purchase. Wear from normal use is not usually covered. Keep purchase records and inspect parts upon receipt; if you discover an issue, contact customer service promptly to discuss repair, replacement, or return options.
Can I upgrade existing dies with new components instead of building a new tool?
Yes, many older dies can be significantly improved by installing new punches, inserts, guides, and pads. Upgrades can reduce burrs, improve alignment, and extend tool life without the cost of a complete new die build. Evaluate your current tool condition and consider phased upgrades during scheduled maintenance periods.

Same drawing, predictable results—next batch
Share revision, quantity ramp, and inspection level. We quote process route, ship date, and documentation in one structured response.